Zingage


Détails généraux et spécifications des finitions au zinc
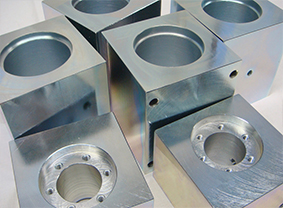
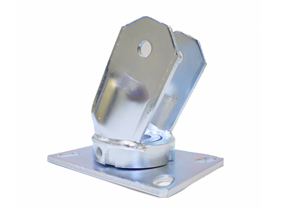
Une finition brillante ou matte est acceptable. Le zingage brillant ressemble étroitement le chrome brillant. Le zinc brillant n'a toutefois pas la permanence de l'aspect de surface. L'acier revêtu de zinc ne rouille pas, même lorsqu'il est exposé aux rayures, à cause de la protection galvanique du zinc. Avec le vieillissement, le zinc prend une couleur gris terne. Le zinc doit être déposé directement sur le métal de base. (Le nickel est une sous-couche admissible si le métal de base est un acier résistant à la corrosion.) Les pièces ayant une dureté supérieure à 40 Rc-doivent être soumises à un traitement thermique avant le plaquage. Les ressorts ayant une dureté de plus de Rc-40 doivent recevoir une cuisson après placage à 375 + 25 F pendant 3 heures.
Avantages du zingage
- Les revêtements de zinc sont économiques
- Il continue à offrir une protection, même si légèrement endommagé sur la surface
- Un excellent substitut moderne pour les revêtements au cadmium moins respectueux de l'environnement
- Une grande adhérence et ductilité
- Une répartition constante
- Idéal pour le revêtement avec crémaillère ou au tonneau
Specifications
| Spéc. | Épaisseur | Commentaires |
|---|---|---|
| ASTM B 633-07 | Aucune variation dimensionnelle | La principale utilisation de finitions au chromate sur le zinc est de retarder ou d'empêcher la formation de produits de rouille blanche sur des surfaces de zinc. |
| Fe / Zn25 SC4 (Très sévère) |
25 µm (0,0010 ") |
|
| Fe / Zn 12 SC3 (Sévère) |
12 µm (0,00050 ") | |
| Fe / ZN8 SC2 | 8 µm (0,00032 ") | |
| Fe / ZN5 SCI (Léger) |
5 µm (0,00020 ") | |
| Type I | Comme plaqué sans traitement supplémentaire. | |
| Type II | Avec le traitement au chromate de couleur. 96h vapeur saline | |
| Type III | Avec un traitement de chromate incolore. 12h vapeur saline | |
| Type V | Avec passivation incolore. 72h vapeur saline |
|
| Type VI | Avec passivation de couleur 120h vapeur saline |